Industry Insights
"Unlocking the Potential: A Deep Dive into the Rapidly Evolving Trends in Breathable Film"
Breathable film, an exceptionally versatile and innovative material, is causing a paradigm shift across numerous industries. In this comprehensive analysis, we embark on a deep dive into the dynamic realm of breathable film, unveiling its transformative impact and the swiftly evolving trends that are reshaping its future.
The Redefined Concept of Breathability
Breathable film, typically crafted from materials such as polypropylene and polyethylene, combines the dual attributes of water resistance and the remarkable capacity to facilitate the passage of air and water vapor while effectively repelling water molecules. This extraordinary characteristic serves as the cornerstone of its extensive range of applications.
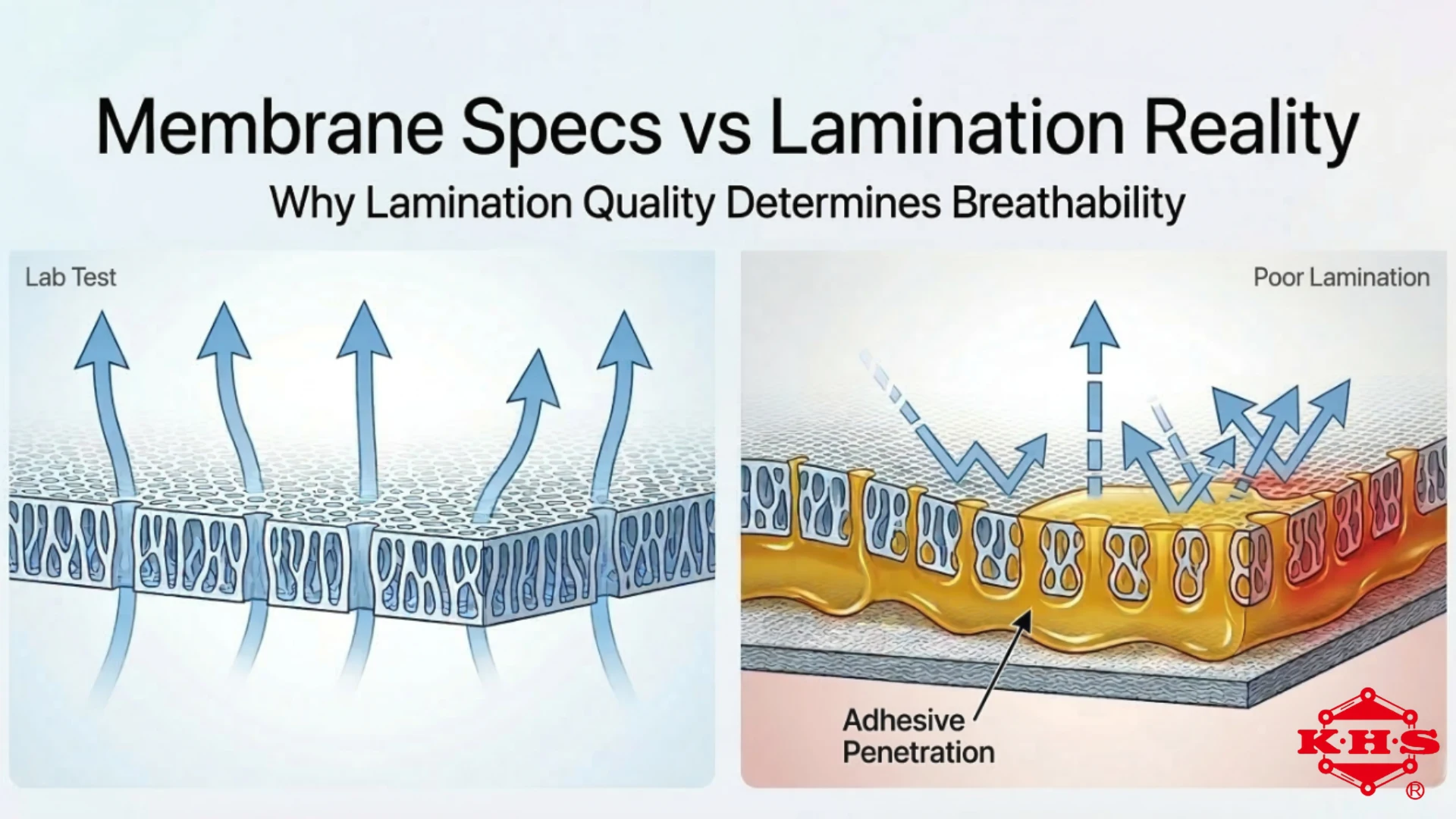
High MVTR specs are easily compromised by poor assembly. Learn how Kae Hwa's in-line lamination technology preserves effective pore surface area, dimensional stability, and sustainable performance for B2B applications.
Enter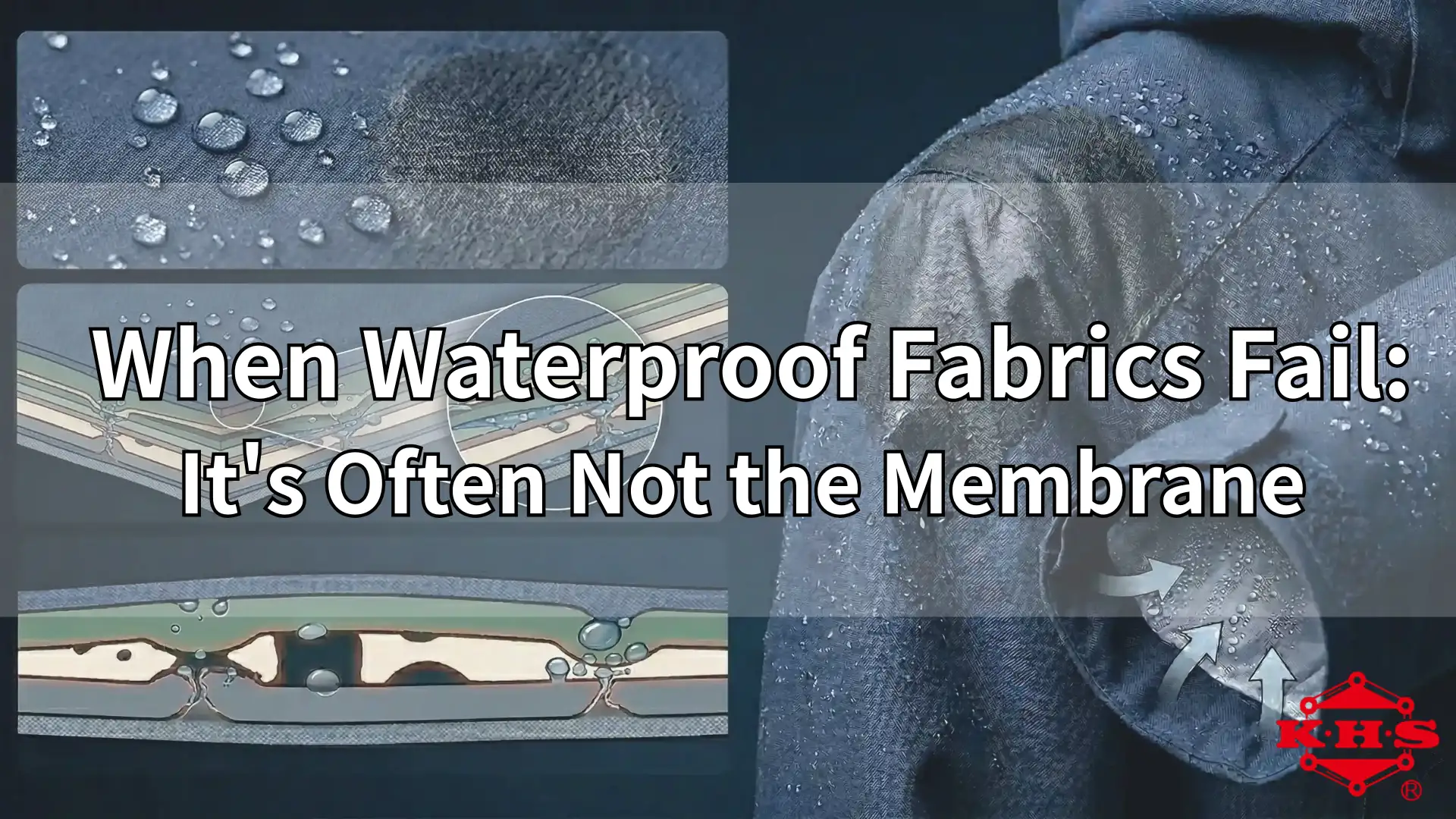
Field evaluations reveal why protective garments fail. Explore system factors such as wetting out, lamination variability, and seam-related damage, and learn practical engineering checkpoints for higher reliability.
Enter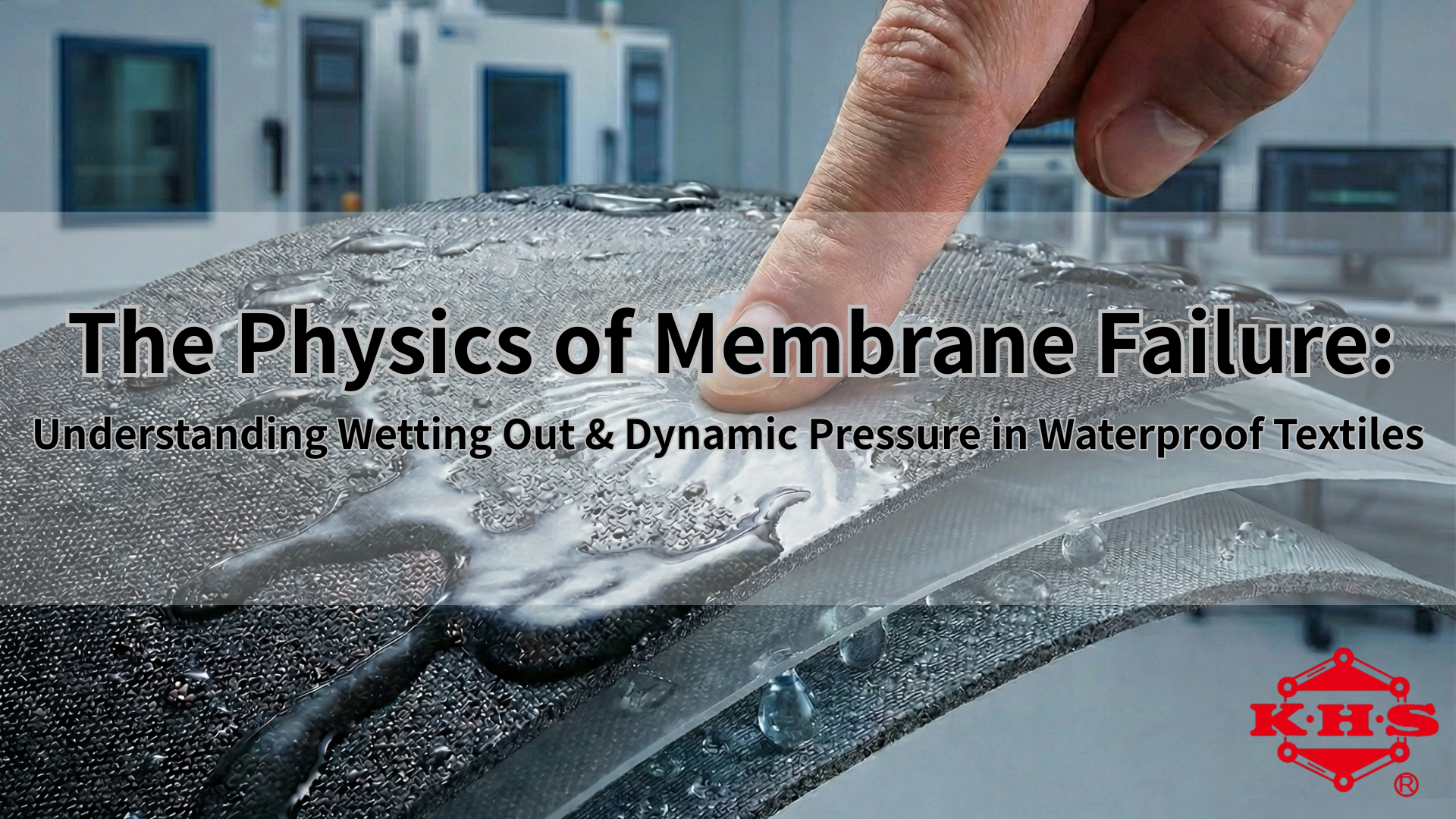
A technical deep dive into why high-spec waterproof membranes underperform under extreme dynamic pressure. This analysis explores the "Wetting Out" phenomenon and offers engineered solutions by comparing microporous and monolithic films, helping B2B manufacturers develop reliable protective textiles.
Enter
The true engine of viral protection isn't the outer fabric—it's the functional membrane hidden within. Discover how micrometer-scale engineering and AAMI Level 4 standards are redefining safety for medical professionals by transforming 0.01 mm of precision into global trust.
Enter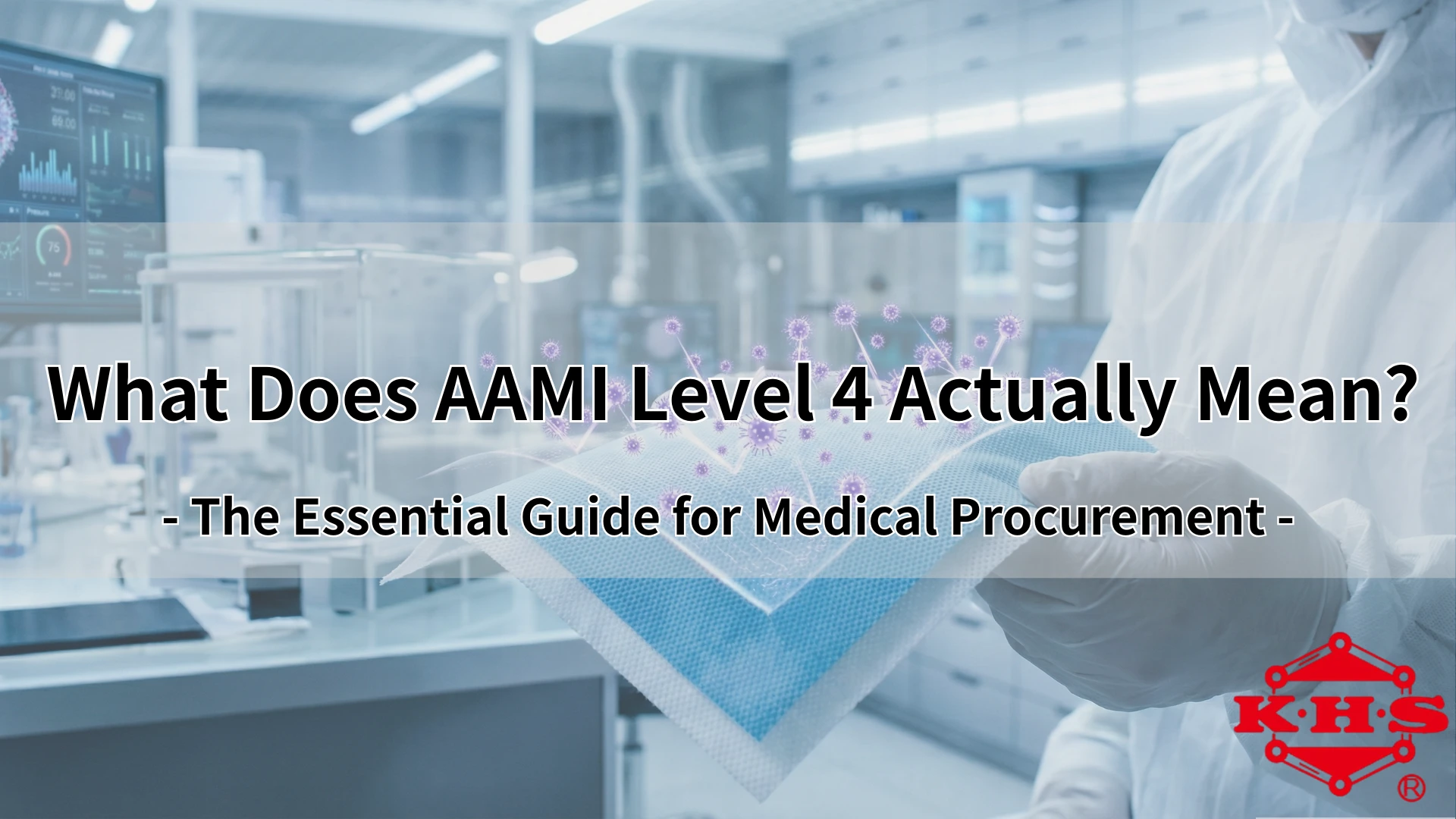
While AAMI Level 3 resists water, only Level 4 blocks viruses. This executive guide decodes the ASTM F1671 testing standard and the material science behind absolute viral protection, empowering you to make safer, fully compliant procurement decisions.
Enter.webp)
Why do membranes with identical specs perform differently? Discover how Casting Film precision and In-Line Lamination create the hidden difference in safety.
Enter
Torn between Microporous and Monolithic membranes? This guide dives deep into the physical and chemical differences. From ASTM medical standards to outdoor performance, Kae Hwa Industrial reveals how to choose the right solution for your industry.
Enter
It seems contradictory: why would you want 'holes' in a waterproof barrier? This guide explores the thermodynamics of Microporous Breathable Membranes—revealing why absolute sealing leads to failure, and how precision-engineered pores prevent mold, rot, and spoilage across modern industries."
Enter.webp)
Combat heat stress with InduBarrier™. Our breathable Type 5/6 fabrics offer superior chemical repellency and antistatic protection for industrial safety.
Enter
Explore how medical breathable fabrics block viral penetration while maintaining comfort. A clear guide to microporous vs. monolithic membranes and ASTM F1671 / ISO 16604 testing.
Enter.webp)
Breathable film laminates enable stable moisture control in desiccant packs, deodorant sachets, and hand warmers by regulating vapor flow and supporting consistent material performance.
Enter
Durable, breathable mulch fabric by Kae Hwa helps control weeds, retain soil moisture, and protect crops under varying field conditions.
Enter