When Waterproof Fabrics Fail: It’s Often Not the Membrane
In the performance textile and protective apparel industry, premature failure of waterproof garments is frequently, and often incorrectly, blamed solely on the breathable membrane. However, field evaluations and failure analyses across multiple application sectors indicate a more complex reality. While high-performance membranes can provide reliable liquid resistance under controlled conditions, field issues often originate from layer interactions and process variables. By shifting the focus from standalone material specifications to holistic system integrity, brands can reduce avoidable failures and improve consistency. Process controls such as precision casting and solvent-free in-line lamination help stabilize laminate properties and improve bonding uniformity, supporting demanding applications across outdoor and protective markets.
Rethinking Waterproof Failures: A System-Level Approach to Functional Textiles
The Misunderstood Role of the Polymer Barrier
When evaluating waterproof breathable laminates, many B2B product developers and apparel brands focus entirely on the standalone specifications of the film, such as hydrostatic pressure ratings and Moisture Vapor Transmission Rate (MVTR). While crucial, the membrane is only one component of a larger, highly sensitive architecture.
A high-performance polymer barrier can provide reliable liquid resistance and vapor transmission under controlled laboratory conditions, but it cannot compensate for structural failures in the surrounding composite layers. True all-weather and industrial protection requires the entire fabric system—the face fabric, the adhesive, the membrane, and the backing—to function in harmony under mechanical stress and environmental exposure.
Engineering Analysis: Where True Leaks Occur in the Field
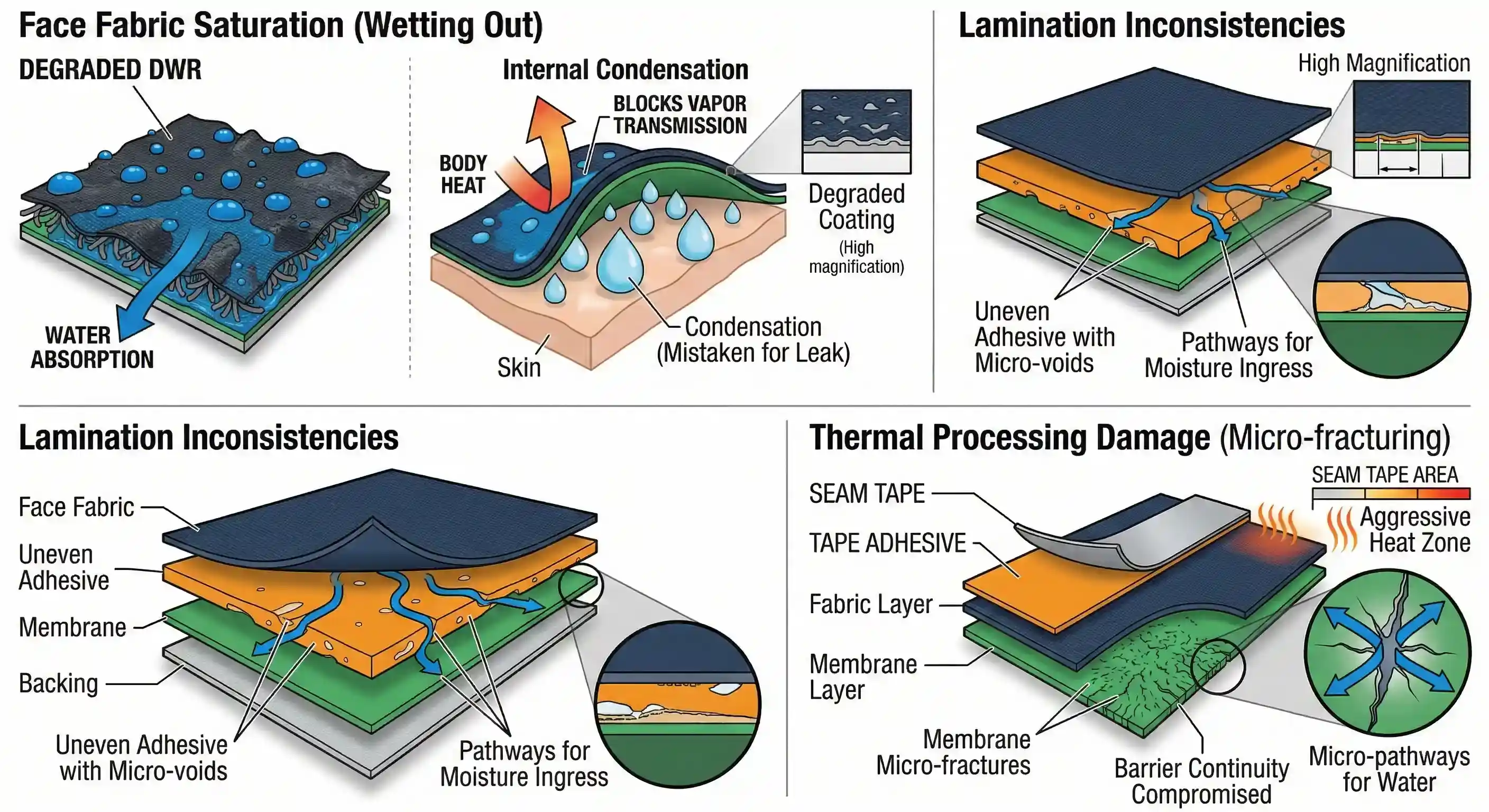
Field evaluations across industrial, medical, and extreme outdoor sectors indicate three primary structural culprits that mimic or directly cause membrane failure:
- Face Fabric Saturation (Wetting Out): When the Durable Water Repellent (DWR) coating degrades due to abrasion or repeated washing, the outer fabric absorbs water. This surface saturation blocks moisture vapor transmission, leading to internal condensation that users often mistake for a membrane leak.
- Lamination Inconsistencies: Inconsistent adhesive selection and application, including heavy or non-uniform coatings, can create micro-voids and uneven bonding. Under high kinetic pressure, stretching, or continuous abrasion, these weak points act as pathways for moisture ingress.
- Thermal Processing Damage: Aggressive heat-pressing during seam taping can micro-fracture the membrane if the temperature is not strictly calibrated to the specific polymer's thermal limits, creating micro-pathways that can compromise barrier continuity at seam areas.
The Engineer's View: A System-Level Approach to Reliability
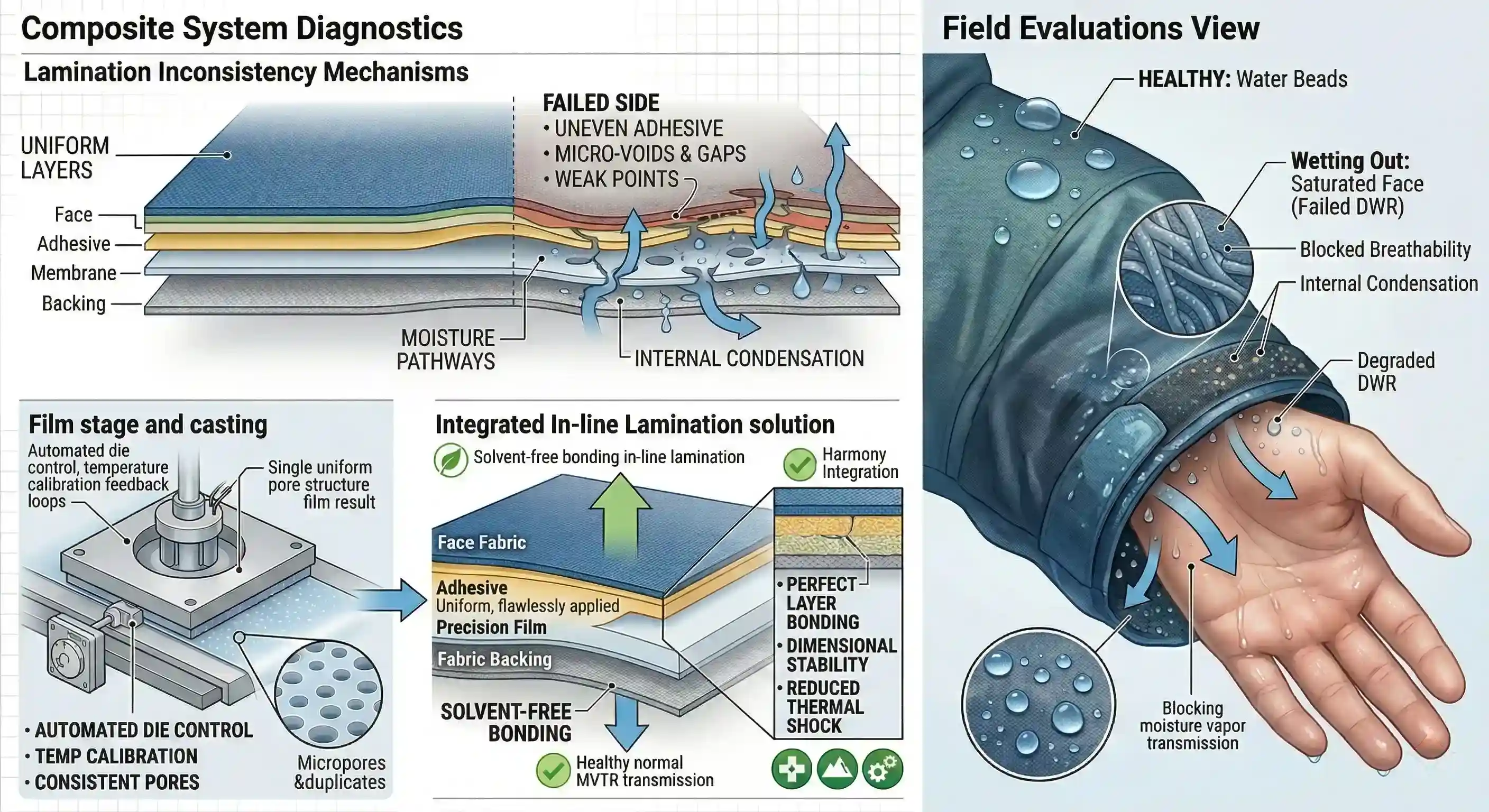
To solve these critical B2B pain points, Kae Hwa Industrial advocates for and implements rigorous system-level engineering. Evaluating the entire composite system is far more critical than optimizing a single variable.
Precision begins at the film stage. Through automated die control and temperature calibration, our casting lines achieve micron-level tolerance control. This precision is an essential factor for downstream lamination, helping to ensure uniform pore structure and consistent MVTR.
Furthermore, Kae Hwa enhances this process with in-line lamination technology, enabling bonding right after the film is formed. This integrated system helps stabilize laminate properties by improving bonding uniformity, adhesion, and dimensional stability, while reducing thermal shock to the membrane. By utilizing solvent-free bonding, we also significantly reduce VOC emissions compared with traditional solvent-based processes.
Cross-Industry Applications
This system-level reliability translates directly to industry-specific performance:
- Medical & Protective Wear: Materials like our MicroBreath series are engineered to provide reliable barrier protection. They are designed to support compliance with relevant requirements and test methods aligned with common medical and PPE standards, helping to halt liquid penetration while maintaining breathability for healthcare workers.
- Extreme Outdoor & Alpine: For mountaineering and outdoor applications, laminates like our ProShell™ utilize multi-layer constructions designed for durability. Our waterproof breathable laminates are seam-tape compatible and engineered to withstand continuous abrasion in harsh conditions.
Partner with Kae Hwa for Engineered Protection
Don't let system-level flaws compromise your brand's reputation. Kae Hwa provides the technical expertise and manufacturing capabilities to help improve yield and process consistency for your functional textiles.
All products are manufactured under ISO 9001 and ISO 14001 management systems. Sustainability-related certifications and programs are available depending on the specific product family. Contact our material engineering team today to discuss custom solvent-free laminations and review our performance testing capabilities.
👉 Click Here to Start Consulting
FAQ
Q: Why does my waterproof garment feel wet inside even if it passes hydrostatic pressure tests?
A: This is typically caused by "wetting out." When the outer fabric's DWR coating fails, the fabric absorbs rain and blocks the membrane's breathability. Your body heat and sweat then condense on the inside of the jacket, making it feel as though the waterproof barrier has leaked.
Q: How does Kae Hwa's lamination process improve durability?
A: Inconsistent adhesive application can lead to delamination under stress. Kae Hwa utilizes a solvent-free in-line lamination process that creates a uniform bond directly after the film is cast. This helps improve dimensional stability and overall laminate integrity.
Q: Are your waterproof breathable laminates compliant with global sustainability standards?
A: Yes. Kae Hwa's manufacturing facilities are supported by ISO 14001 management systems, and sustainability-related certifications (such as GRS-certified recycled materials) are available depending on your chosen product line.
Q: Can you customize the visual appearance of the waterproof films?
A: Yes. In addition to custom widths and colors, the film surface can be engineered to support high-quality 4-color printing. The final performance and breathability are verified on the finished laminate to ensure functionality is maintained.